
プレスブレーキの空気曲げによって形成される半径タイプ

図1
あなたが鋭い曲げをするとき、パンチは曲げの間材料表面を突き刺します。 あなたが最小の曲率半径を持っているとき(我々はそれを鋭い曲がりと完全な曲がりの間の「最小の境界線」と呼びます)、パンチの鼻の半径はちょうど材料表面を突き刺し始めています。
質問: 私はしばらく前からあなたのコラムを読みました、そして、私の店で我々は鋭い曲がりが空気形であるものとそれがどのように最小半径の曲がりに関係するかについて議論するのに多くの時間を費やしました。 それらは同じものですか、それとも違いはありますか? このトピックと私たちのためにこのトピックを見直して、実際の世界でのこれらの概念とその適用方法についての理解を深めることができますか。
答え:何かの定義を広げて洗練することが必要になることがあります - そして、これはそれらの時代の一つです。 kファクターなどの関連トピックについて何ヵ月も調査した結果、さまざまな種類の曲げ半径の定義を変更する必要があることがわかりました。
エアフォーミングには、最小、半径、深遠の3つのタイプがあります。 それでも、ここ数十年の間に板金の曲げ加工を行ってきたすべての研究を反映するためには、より正確な用語を使用するのが良い時期かもしれません。
プレスブレーキの曲げ半径の5次
内側の曲げ半径(Ir)には5つの次数があります。 すべてのものの正確さの中心に、Irは私達が私達の私達の曲げ許容値(BA)と曲げ控除(BD)を計算するために使うものです。 5つは次のとおりです。
シャープラジアスベンド
最小半径曲げ
完全な半径曲げ
サーフェスまたはラジアスベンド
深半径曲げ
鋭い半径でプレスブレーキが曲がる
シャープなラジアスベンドは、ベンドの中心に折り目が付けられている箇所です。 このしわは、適用されたトン数がその力に抵抗する材料の能力を超え、パンチノーズが材料表面を突き刺すことを可能にするほど小さい領域に圧力が加えられるときに引き起こされる。
半径の中心を大きくすると、材料の厚さ(Mt)、降伏強さ、引張強さ、および結晶粒の方向にばらつきが生じます。 これらは次に、最終曲げにおける角度変動および曲げ減点(BD)における変動をもたらす。 最悪の場合、鋭い曲がりは板金に弱点を生じさせそして曲げを最終製品に失敗させる。
曲がりが鋭くなるかどうかは材料の関数であり、あなたの店で最も鋭いパンチの鼻ではありません。 形成に必要なトン数と比較してパンチの先端が小さすぎると、パンチが材料の表面を貫通し始めるような小さな領域に荷重が集中する。
ここから2つの選択肢があります。 最初は、急な曲げにとどまり、自然に浮いている半径の値を使用してBA、外側後退(OSSB)、およびBDを計算することです。 パンチノーズ半径を同じままにしておく必要がある場合は、製造時に曲げ角度を注意深く観察する必要があります。 やはり、鋭い曲げは材料の表面を突き刺すので、それらは材料特性、結晶粒の方向、厚さ、ならびに引張強度および降伏強度の変化からの曲げ角度の変動を増幅する。
2つ目の選択肢は、自然に浮遊する内半径を使用してBA、OSSB、およびBDを計算することです。今回は、パンチノーズを半径値を超えずに自然浮遊半径にできるだけ近い半径に変更します。 あなたのパンチノーズが浮いている半径の値を超えるならば、材料は再びあなたのすべてのあなたのBD値と平らな空白を変えて、新しい、より大きな半径を帯びるでしょう。
パンチノーズの半径をできる限り狭くしても浮遊状態のIrより小さくしておくと、最も安定した安定した曲げ角度、ひいては安定した直線寸法が得られます。
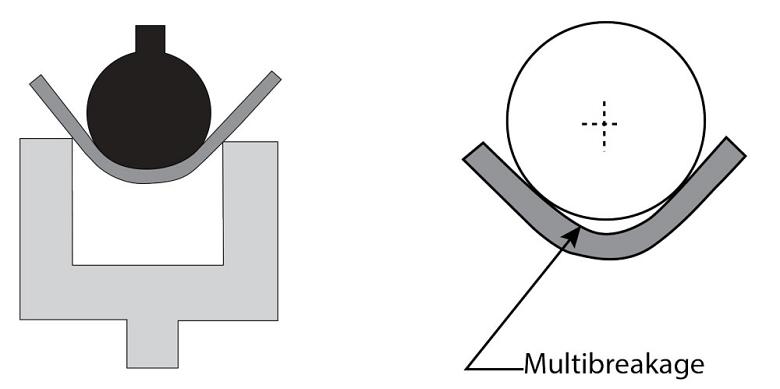
図2
半径方向の曲げ(左)では、材料はパンチ面の表面と接触したままです。 しかし、IrとMtの比率が大きくなるにつれて、マルチブレイクが発生するにつれて半径が大きく曲がります(右側)。 材料の内側半径がパンチノーズから離れているので、多破損が現れます。
プレスブレーキの最小半径曲げ
最小半径の曲げは、店で利用可能な最も鋭いパンチノーズではありません、それはそれが多くのエンジニアとプログラマーによって意味されることをしばしば間違っています。 そうではなく、最小曲げ半径は、状況に応じて、2つのうちの1つを表すことができます。
第一に、それは曲がりが鋭くなり、パンチノーズが材料の表面を貫通し始める点です。 それを「最小境界線」定義と呼びます( 図1を参照)。 第二に、それはあなたが曲がりの外側の表面を割ることなく達成することができる最も小さい空気で形成された内側の半径を意味することができます。
第二の定義を参照すると、材料供給者はしばしば最小内部半径をMtの倍数、例えば1Mt、2Mtで記載している。 より正確には、与えられた材料の引張り減少を使って最小曲げ半径を計算することができます。 詳しくは、www.thefabricator.comにアーカイブされている2018年9月の「板金曲げにおけるk-ファクターの分析」をご覧ください。
さらに物事を混乱させるために、あなたは(最初の定義)ピアスし始め、また外側の半径にひび割れを形成する十分に鋭いパンチノーズを使用して最小半径の曲げを持つことができます。 にもかかわらず、両方の定義は材料の引張強度に多少依存するので密接に関連しています。 引張強度が高いほど、曲げの外側にひびが入るのを防ぐためにパンチノーズを大きくする必要があります。 これは硬度にも当てはまります。 材料が硬いほど、半径を大きくする必要があります。
曲げの中心を折り曲げているかどうかにかかわらず、両方の種類の最小半径の曲げは(鋭い曲げと共に)材料の完全性と全体的な一貫性を損ないます。 どうしてこれなの? 鋭く曲がっていると最小の曲率で曲がっていると、過度の引っ張り応力がかかるからです。 これにより橈骨の形状が変化し、それによって屈曲部の伸びが変化する。
精密板金では、すべての部品、すべての曲げ、およびすべての材料タイプに特定の特性があり、それぞれ固有の最小曲げ半径があります。 それは決して同じではないでしょう、そしてそれは板金部品を設計するとき考慮される必要があります。 一貫性を保つために、材料の厚さに近い内側の半径を持つ部品を設計してみてください。それが次の種類の半径、つまり完全な曲げにつながります。
プレスブレーキの曲率半径
完全半径ベンドとは、IrとMtの関係が1対1(つまり、IrはMtに等しい)の場合ですが、最小半径から最小値の125パーセントまでの範囲の小さい値もカバーします。山
完璧なラジアスベンドはまさにそれです - 完璧。 1対1のIrとMtの関係では、ベンドは最も安定した状態になり、ベンド間の変動が最小の半径を作り出すことができます。 一貫した曲げ角度、一貫した寸法、そして最小限のスプリングバックを実現します。
この1対1のIrとMtの関係も、たいていのアーチ型の8倍ルールが有効な唯一の値です - つまり、ダイの幅はMtの8倍でなければなりません。 Ir / Mt比が大きくなったり小さくなったりすると、この規則は無効になります。
表面または半径の曲がり、および深い半径の曲がり
サーフェスベンドまたはラジアスベンドは、内側半径が125パーセントを超え、最大で約12倍になる場所です。 繰り返しますが、これは概算です。 半径の曲げのより正確な上限は材料の振る舞いと関係があります。

図3
ウレタンパッドが材料を押し戻し、パンチの半径に押し付けます。
Ir対Mt比が増加するにつれて、スプリングバックも増加する。 また、Ir対Mt比が非常に大きい場合、低い引張強度でも材料はそれほど延性がありません。そして、これらすべてが多破損を引き起こす可能性があります( 図2参照)。 低抗張力材料では一般的で、高強度材料ではあまり一般的ではありませんが、材料の内側半径がパンチノーズから離れているため、多破損が発生します。 IrとMTの比率が12対1を超えると、マルチブレイクが発生する可能性がありますが、正しい状況では、30対1の比率になることがあります。
では、いつラジアスベンドが深いラジアスベンドに変わるのでしょうか。 それはパンチの半径からの材料の分離の瞬間として説明することができます。 また、これは、Ir対Mt比が12対1を超えるときに起こり得るが、場合によっては、それは30対1にもなり得る。
材料特性は、達成する結果に大きな役割を果たします。 それぞれの材料の種類やグループ内で化学構造、処理、焼き戻しに大きな違いがあるため、変更が発生する正確な時点を予測することは定義が困難です。
90度の外部曲げ角度までは、素材はパンチの半径の輪郭に忠実に従います。 しかしそれから、ダイスペースへの侵入とスプリングバックの両方が彼らの魔法を働かせます。 外部曲げ角度が大きくなると、それに比例してスプリングバック量が増加します。 スプリングバックを補正するためにもっと遠くに行かなければならないほど、IrとRpの間の距離は大きくなり、Irはパンチ半径に対して相対的に小さくなります。 大きな半径の曲げは、材料をパンチの半径と接触させ続けるために、何らかの形の補正または押し戻しを必要とします( 図3を参照)。
ちなみに、これらは曲げ方法でさらに細分することができます:空気曲げ、底打ち、圧印加工、折りたたみ、そして拭き取り。 それは別の日と別のコラムのためのトピックです。 それにもかかわらず、あなたが空気を形成しているのであれば、これら5つの用語を使用することで、あらゆる困難な課題に取り組むために店内の誰もが同じ言語を話すことができます。





